





अॅल्युमिनियम फाउंड्री साठी हॉट टॉप बिलेट सतत कास्टिंग मशीन
पुलर, हायड्रॉलिक केबल, वेल रॅक, लिफ्टर, स्टील दोरी, मार्गदर्शक रोलर सिस्टीम यांचा समावेश होतो.
पुलर मोटर, मोठा गियर रिड्यूसर, स्टील दोरी, रॅक इ.
हायड्रोलिक टेबल हा हायड्रोलिक पॉवर पॅक, टाकी, टर्निंग टेबल, पाईप आणि व्हॉल्व्ह इत्यादींनी बनलेला असतो.
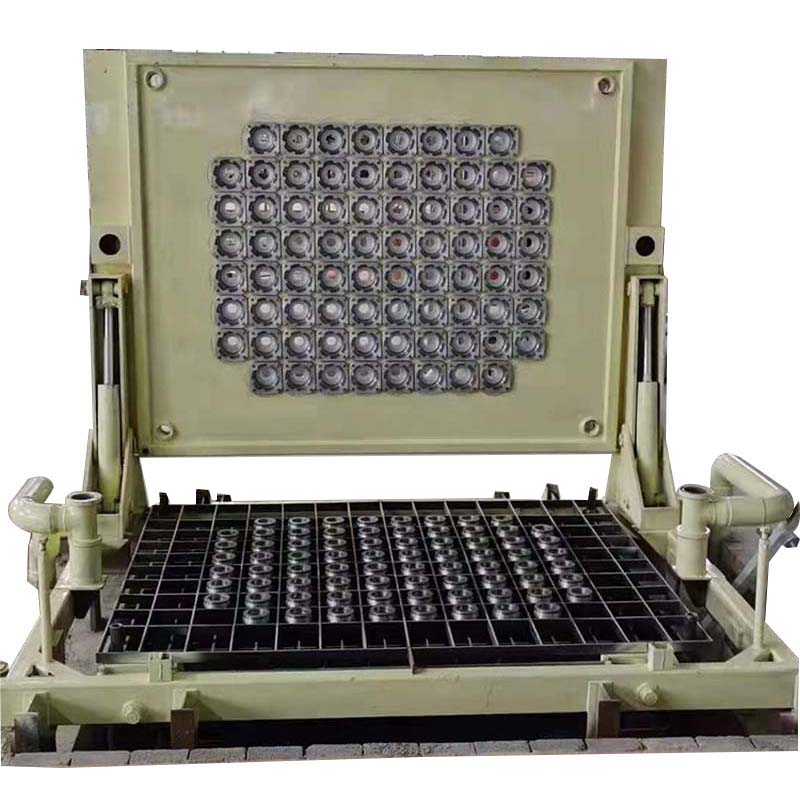
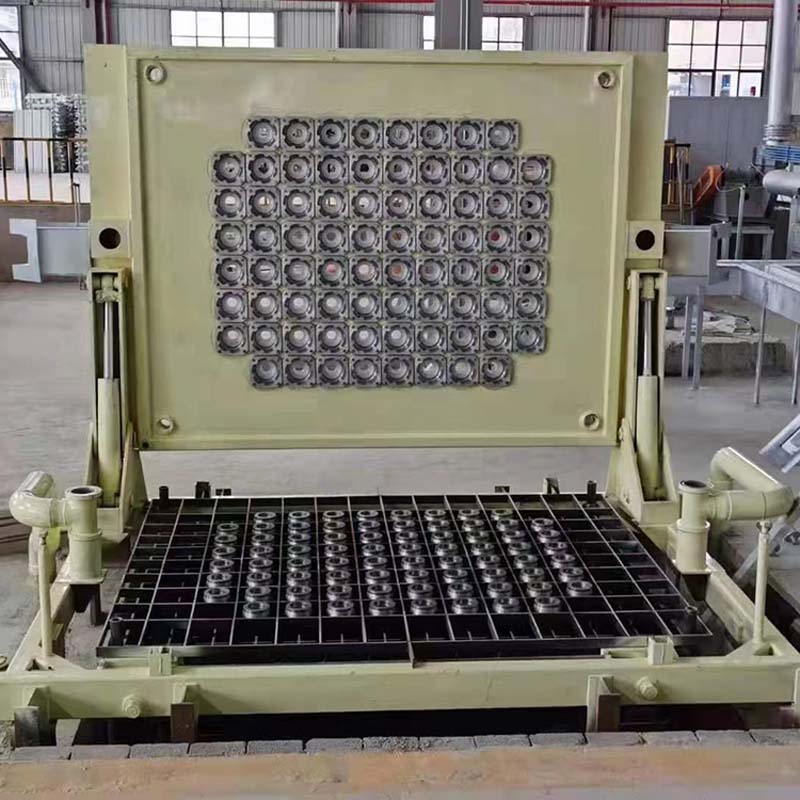
रॅकच्या व्यतिरिक्त हायड्रोलिक टेबल स्थापित केले आहे, हायड्रोलिक टेबलवर वरचा साचा स्थापित केला आहे, लोअर मोल्डमध्ये लिफ्टर रॅक स्थापित केला आहे, कास्टिंग दरम्यान, लिफ्टर कमी मर्यादेपर्यंत पुलर असेल, नंतर स्टीलच्या दोरीद्वारे केटिंग पूर्ण करण्यासाठी उंचीच्या मर्यादेवर जा.
मूळ ठिकाण:ग्वांगडोंग, चीन
अट:नवीन, नवीन
मशीन प्रकार:कास्टिंग मशीन, डाय कास्टिंग मशीन
व्हिडिओ आउटगोइंग-तपासणी:पुरविले
यंत्रसामग्री चाचणी अहवाल:पुरविले
विपणन प्रकार:नवीन उत्पादन 2020
मुख्य घटकांची हमी:1 वर्ष
मुख्य घटक:गियरबॉक्स, मोटर, गियर, पंप
विद्युतदाब:380V, 50HZ
हमी:1 वर्ष
प्रमुख विक्री गुण:ऑपरेट करणे सोपे
शोरूम स्थान:काहीही नाही
लागू उद्योग:उत्पादन करणारा कारखाना
वजन (KG):5000
बिलेट लांबी:6 मीटर
बिलेट व्यास:70-406 मिमी
बिलेट व्यास:3-16 इंच
कास्टिंग पद्धत:हॉट टॉप कास्टिंग, एअर स्लिपर कास्टिंग, ऑइल स्लिपर कास्टिंग
अर्ज:फाउंड्री उद्योग
वापर:गोल बार
प्रकार:क्षैतिज सतत कॅसिंग मशीन
तंत्रज्ञान:स्वयंचलित मोल्ड समायोजन
कास्टिंग मशीन कास्टिंग सिस्टम (लेव्हल क्लोज-पॅक्ड हॉट-टॉप), डमी बारसह आपोआप योग्य स्थितीत लक्ष्य करते आणि सिलिकिक ऍसिड पेपरपासून मुक्त असते.
1. कास्टिंगची गती 0-250 मिमी/मिनिट आहे (स्टेपलेस वेग नियंत्रित करते).5-kw ट्रॅक्शन पॉवरसह विविध प्रकारचे अँटी-स्पीड सिस्टम आहे.
2. कास्टिंग पूर्ण झाल्यानंतर, कास्टिंग टेबल स्थिर हायड्रॉलिक ट्रान्समिशन सिस्टमद्वारे प्लेटवर 89°C पर्यंत फ्लिप करू शकते. ऑटोमॅटिक बिलेट कास्टिंग मशीन.
3. कास्टिंग मशीन अॅडॉट्स कास्टिंग सिस्टम (लेव्हल dlose-पॅक्ड हॉट. टॉप), टारगेट आहे डमी बार ऑटोमॅटबॉलसह मी राईट पोस्टलॉन आणि मी आयसिक ऍसिड पेपरपासून मुक्त आहे.
4. केसिंग स्पीड s 0-250 mm/min (स्टेपलेस स्पीड रेग्युलिंग}. 5-kw रॅक्टन पॉवरसह विविध प्रकारचे antl-स्पीड सिस्टम आहे.
5. caˢing पूर्ण केल्यानंतर, कास्टिंग टेबल स्थिर हायड्रोलिस ट्रॅ एनमिसन प्रणालीद्वारे प्लेटमध्ये 89*C पर्यंत फ्लिप करू शकते.
| Moded Nio. | Blett आकार दा.x uength (मिमी) | ब्लेट प्रमाण (pcs) | शक्ती (liw) | प्रति वेळ वजन (k) | टीटींग एंगल(") | बरं ती Lx W (मिमी) |
| ALM-ZB3.5" | 90*6000 | 54 | B | ५५६२ | 0-89 | 1900*1900 |
| ALMZB5" | 0127*5000 | 32 | B | ५८५९ | 0-89 | १८००* १८०० |
| AM-Z86" | 01 52*6000 | 20 |
| ५८७६ | 0-89 | 1600*1600 |
| AM-287" | 178*6000 | 16 |
| ६४४६ | 0-89 | 1600*1600 |
| M-288 | 9203*6000 | 12 | B | ६२८८ | 0-89 | 1600*1600 |
| ALM-209" | 9230*6000 | 8 | B | ५३८२ | 0-89 | 1600*1600 |
| A M-2B3.5" | 090*6000 | 100 | 11 | १०३०० | 0-89 | 2400*2400 |
| AUM-2B5" | *१२७*६००० | 60 | 11 | १०९८७ | 0-89 | २३००*२३०० |
| ALMZB5.5" | 0140*6000 | 42 | 11 | १०४६८ | 0-89 | 2000*2000 |
| ALM-ZB6" | १५२*६००० | 36 | 11 | १०५७७ | 0-9 | 2000*2000 |
| AM-2B7* | 178*6000 | 26 | 11 | १०४७६ | 0-89 | 2100*2100 |
| ALM-ZB8" ; | 203*6000 | 20 | 11 | १०४८१ | 0-89 | १८००* १८०० |
| AM-ZB9* | 230*6000 | 16 | 11 | १०७६४ | 0一9 | 1800*1800 |
वरील Remarka तांत्रिक मापदंड फक्त तुमच्या संदर्भासाठी आहेत.Finallzed detallis अंतिम कराराच्या अधीन आहेत.
1) समान-स्तरीय हॉट-टॉप कास्टिंग प्लेट एकापेक्षा जास्त हॉट-टॉप मोल्ड्स जोडण्यासाठी युनिफाइड सप्लाय आणि डिस्ट्रिब्युशन प्लेट वापरते, जेणेकरून कास्टिंग डिस्कच्या संपूर्ण सेटमधील प्रत्येक मोल्डमधील धातूची द्रव पातळी समान पातळीवर असेल.समान स्तरावर कास्टिंग डिस्कच्या संपूर्ण सेटमध्ये, वाहते अॅल्युमिनियम द्रव पूर्वी तयार केलेल्या अॅल्युमिनियम ऑक्साईड फिल्मच्या खाली वाहते, जे दुय्यम प्रदूषण आणि धातूंचे ऑक्सिडेटिव्ह बर्निंग प्रतिबंधित करते.
2) त्याच वेळी, क्षैतिज समतल भागाचा पूर्ण वापर करण्यासाठी, बहु-रॉड कास्टिंग लक्षात येण्यासाठी मोल्डची रचना घनतेने मांडलेली लहान साची म्हणून केली जाऊ शकते.
3) मोठ्या प्रमाणात वितळलेल्या अॅल्युमिनियममुळे आणि वाटेत कमी उष्णतेचा अपव्यय झाल्यामुळे, कास्टिंग तापमान कमी केले जाऊ शकते, ज्यामुळे क्रिस्टल सबकूलिंग डिग्री मोठी असते, उत्स्फूर्त न्यूक्लिएशन रेट जास्त असतो आणि धान्य शुद्ध होते.शॉर्ट मोल्ड्सच्या अंतर्निहित वैशिष्ट्यांव्यतिरिक्त, वितळलेले अॅल्युमिनियम आहे साच्यातील प्रभावी क्रिस्टलायझेशनची उंची सामान्य हॉट-टॉप कास्टिंगपेक्षा कमी आहे, द्रव पोकळीची खोली कमी आहे, कास्ट रॉडचा पृथक्करण थर पातळ आहे. , धान्य अधिक एकसमान आहेत, आणि देखावा नितळ आहे.
4) उपकरणे संपूर्णपणे एकत्रित केली जातात, म्हणजे, कास्टिंग प्लॅटफॉर्म आणि डमी बेस आधीपासूनच स्थापित केले जातात आणि एकमेकांशी एकत्र केले जातात आणि नंतर कास्टिंग मशीन आणि टिल्टिंग यंत्रणेच्या चेसिसवर स्थापित केले जातात आणि एकत्रितपणे वापरले जातात. वायर दोरी किंवा हायड्रॉलिक मार्गदर्शक स्तंभ लिफ्ट.
2. उत्पादन फायदे
1) ट्रॅपेझॉइडल डिझाइनचा अवलंब वरच्या मोल्ड शंट प्लेटच्या फ्लो ओपनिंगसाठी केला जातो, ज्यामुळे लिक्विडेशन प्रक्रियेदरम्यान अॅल्युमिनियम लटकण्याची घटना कमी होऊ शकते, ज्यामुळे शंट प्लेटचे सेवा आयुष्य वाढते.
2) अप्पर डाय प्लेट अॅल्युमिनियम रॉडच्या पृष्ठभागावर अॅल्युमिनायझिंग आणि ड्रॉइंगची घटना टाळण्यासाठी मार्गदर्शक ट्यूब आणि अॅडॉप्टर प्लेटच्या एकात्मिक डिझाइनचा अवलंब करते आणि त्याच वेळी, ते परिधान केलेल्या भागांची किंमत कमी करू शकते.
3) अंतर्गत जल परिसंचरण कूलिंगचा अवलंब केला जातो, डायव्हर्टर प्लेट आणि मुख्य खोबणीचा उष्णता संरक्षण प्रभाव चांगला असतो, कास्टिंग प्रक्रियेदरम्यान द्रव पातळीतील चढ-उतार लहान असतात आणि स्लॅग आणि स्लॅग वाहून नेणे सोपे नसते.





