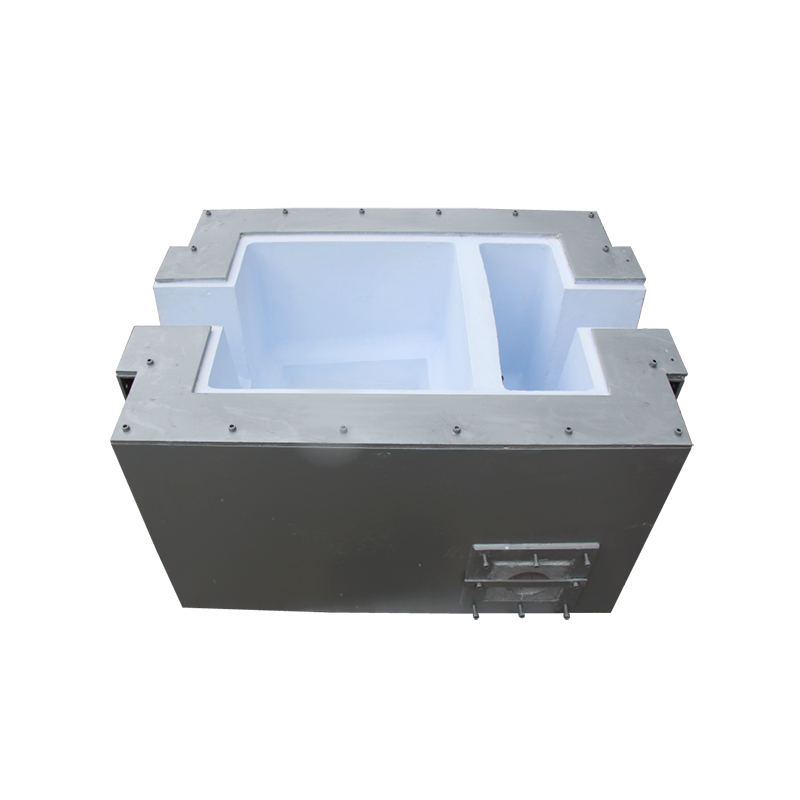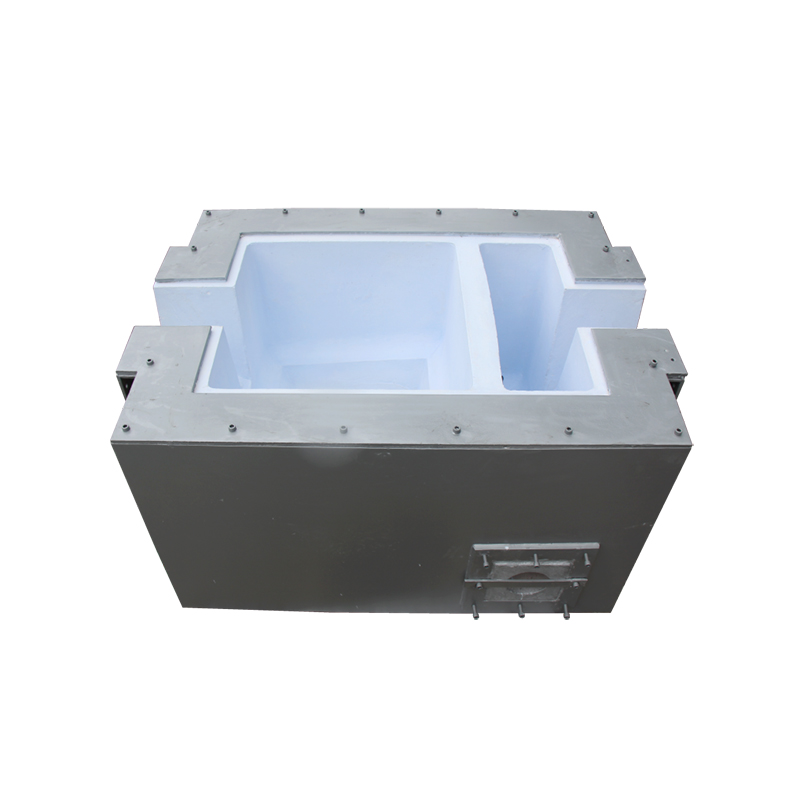
सिरेमिक फिल्टर बोर्ड वितळलेल्या अॅल्युमिनियम फिल्टरसह फिल्टर बॉक्स
अॅल्युमिनियम एक्सट्रूजन प्रेसच्या बाहेर पडताना ग्रेफाइट प्लेट वंगण घालण्याची भूमिका बजावते.साधारणपणे, अधिक खरखरीत ग्रेफाइट वापरले जाते.उच्च-शुद्धता ग्रेफाइट बारीक आणि गुळगुळीत आहे, आणि अॅल्युमिनियम सामग्री स्क्रॅच होण्याची शक्यता फारच कमी आहे.ही उच्च-शुद्धता सामग्री वापरल्याने सेवा जीवन मोठ्या प्रमाणात वाढेल आणि तुलनेने खर्च वाचेल.
उत्पादनाचे नाव: अॅल्युमिनियम प्रोफाइल ग्रेफाइट शीट
उत्पादन गुणधर्म: सानुकूलित प्रक्रिया विविध ग्रेफाइट उत्पादनांच्या निर्मितीमध्ये विशेष, जे ग्राहकांच्या गरजेनुसार सानुकूलित केले जाऊ शकतात!
1. तुमच्याकडे रेखाचित्रे असल्यास, कृपया रेखाचित्रे पाठवा (CAD, PDF, हाताने काढलेली रेखाचित्रे).
2. आकार, प्रमाण, जाडी इ. स्पष्ट करा.
3. प्रक्रिया तंत्रज्ञान (साधे कटिंग, पंचिंग, सानुकूल-निर्मित विषमलिंगी भाग, ग्राइंडिंग, मिलिंग आणि सॉ कटिंग इ.) निश्चित करा.
4. कोटेशन नंतर पेमेंट केले जाऊ शकते.
टीप:आकार विशेषतः अचूक असणे आवश्यक असल्यास, कृपया स्पष्ट करा, कारण कटिंग, ग्राइंडिंग आणि पंचिंग यासारख्या सामान्य प्रक्रियांसाठी एक विशिष्ट सहनशीलता असेल.विशेष-आकाराच्या भागांसाठी अचूक आवश्यकता असल्यास, ते देखील आगाऊ स्पष्ट केले पाहिजे.माइंड शूटिंग काळजीपूर्वक करा वैशिष्ट्ये: 1 चांगले तापमान प्रतिरोध 2 स्नेहन आणि परिधान प्रतिरोध 3 चांगली थर्मल चालकता 4 व्यावसायिक सानुकूल अचूक मशीनिंग
जाळीदार सिरेमिक फोम फिल्टरेशनसह कास्टिंग ऍप्लिकेशनसाठी योग्य.
1. थर्मल शॉकची चिंता न करता ते थेट खोलीच्या तपमानावर वापरले जाऊ शकते.
2. थर्मल विस्तार आणि कमी थर्मल चालकता नाही.
3. ते अॅल्युमिनियममध्ये तरंगू शकते, रीफ्रॅक्टरी समावेशाची शक्यता कमी करते.
1. फिल्टर बॉक्स स्वच्छ करा.
2. फिल्टर प्लेट फिल्टर बॉक्समध्ये हळूवारपणे ठेवा आणि वितळलेल्या अॅल्युमिनियमचा प्रवाह रोखण्यासाठी फिल्टर प्लेटभोवती सीलिंग गॅस्केट हाताने दाबा.
3. फिल्टर बॉक्स आणि फिल्टर प्लेट वितळलेल्या अॅल्युमिनियमच्या तापमानाच्या जवळ येण्यासाठी समान रीतीने गरम करा.ओलावा काढून टाकण्यासाठी आणि प्रारंभिक झटपट गाळण्याची सोय करण्यासाठी प्रीहीट करा.इलेक्ट्रिक किंवा गॅस हीटिंगचा वापर करून प्रीहीटिंग करता येते.सामान्य परिस्थितीत, यास सुमारे 15--30 मिनिटे लागतात.
4. कास्टिंग करताना अॅल्युमिनियम हायड्रॉलिक हेडच्या बदलाकडे लक्ष द्या.सामान्य प्रारंभिक दाब डोके 100-150 मिमी आहे.जेव्हा वितळलेले अॅल्युमिनियम पास होण्यास सुरवात होते, तेव्हा दबाव डोके 75--100 मिमीच्या खाली जाईल आणि नंतर दबाव हेड हळूहळू वाढेल.
5. सामान्य गाळण्याची प्रक्रिया करताना, फिल्टर प्लेट ठोठावणे आणि कंपन करणे टाळा.त्याच वेळी, अॅल्युमिनियमच्या पाण्याचा जास्त त्रास होऊ नये म्हणून लॉन्डर अॅल्युमिनियमच्या पाण्याने भरले पाहिजे.
6. गाळल्यानंतर, फिल्टर प्लेट वेळेत बाहेर काढा आणि फिल्टर बॉक्स स्वच्छ करा.
फोम सिरेमिक फिल्टर प्लेटची गाळण्याची क्षमता प्रभावीपणे ओळखण्यासाठी विश्वसनीय समर्थन प्रदान करणे, आकाराचे मानक तयार करणे.सामान्य वैशिष्ट्यांव्यतिरिक्त, ते ग्राहकांच्या गरजेनुसार डिझाइन आणि तयार केले जाऊ शकते.